














 6 / 11
6 / 11

И.В. Иванина
6
Инженерный журнал: наука и инновации
# 3·2017
Исходные данные для метчиков
Поле допуска
гайки
TD
2
Метчик
Δ
Td
2
, мкм
Δ
P
, мкм
Δα/2,
мин (
′
)
f
Р
, мкм
f
α
, мкм
4G, 5G, 6H
M12H2
40
±9
±20
16
13
7H, 8H
M12H4
80
±45
±20
78
13
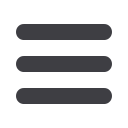
Диаграмма (рис. 2,
б
) показывает удельный вес приращения
радиальной силы от составляющих погрешностей Δ
Td
2
, Δ
P
, Δα/2,
определенный при врезании третьего по счету
i
= 3 элементарного
режущего профиля на расчетную толщину среза
a
z
.
Рис. 2.
Графики (
а
) и диаграммы (
б
) зависимости радиальной силы
r
P
от
установленных допусков на резьбовой профиль метчиков (обрабатываемый
материал — сталь 45,
z
= 3, φ = 20°,
P
= 1,75 мм):
зависимости радиальной силы
,
r
P
полученные для
:
1
— номинального резьбового
профиля метчика;
2
— наибольшего предельного контура инструмента;
3
—
наибольшего предельного контура с учетом предельного отклонения шага резьбы Δ
P
;
4
— наибольшего предельного контура с учетом предельных отклонений шага Δ
P
и
половины угла профиля Δα/2