














 8 / 16
8 / 16

С.Г. Васильев, А.Г. Дегтярева, Н.Н. Зубков, В.В. Попцов, В.Н. Симонов
8
Инженерный журнал: наука и инновации
# 11·2017
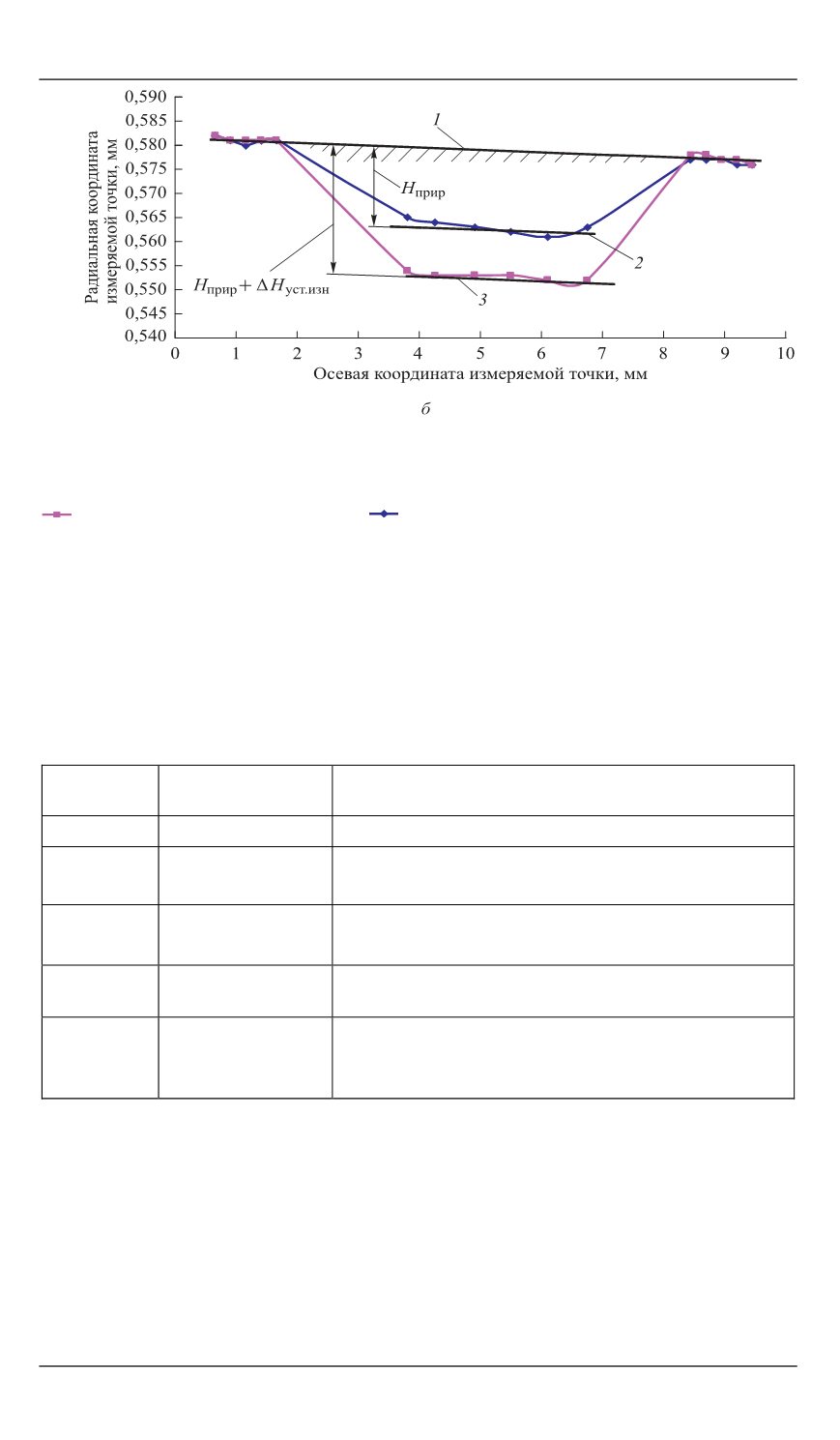
Рис. 5.
Результаты
обработки полученных данных
при измерении линейного износа:
1
— измерительная база (шлифованные шейки);
2
— положение дорожки трения после при-
работки;
3
— положение дорожки трения после приработки и 1 ч установившегося износа;
— сечение 1 после приработки;
— сечение 1 после приработки и 1 ч износа;
Н
прир
— линейный износ, достигнутый на образце в процессе приработки;
Н
уст.изн
— прирост
линейного износа через установленные промежутки времени
Описание образцов для испытаний.
В ходе триботехнических
испытаний оценивали износостойкость образцов из стали 40Х
ГОСТ 4543–71 (табл. 1).
Таблица 1
Характеристика образцов для триботехнических испытаний
Обозначение
образца
Вид упрочнения
Параметры упрочнения
1
Нормализация
Без упрочнения
2
Закалка в масло +
низкий отпуск
Объемная закалка (
Т
= 850 °С) в масло, низкий
отпуск (
Т
= 200 °С), выдержка 45 мин
3
Закалка в воду +
низкий отпуск
Объемная закалка (
Т
= 850 °С) в воду, низкий
отпуск (
Т
= 200 °С), выдержка 45 мин
ДР № 3
ДР
Закалка ДР без дополнительного отпуска, режим
резания:
V
= 3,5 м/c;
S
o
= 0,1 мм/об;
t
= 1,0 мм
ДР № 4
ДР + низкий
отпуск
Закалка ДР, отпуск (
Т
= 200 °С, выдержка 45 мин),
режим резания:
V
= 3,5 м/c;
S
o
= 0,1 мм/об;
t
= 1,0 мм
Окончательная размерная обработка всех образцов производи-
лась на операции круглого шлифования до достижения шероховато-
сти поверхности не более
Ra
0,32. Образцы после ДР предварительно
обтачивались резцом из кубического нитрида бора BN на щадящих
режимах для удаления основного объема припуска, предусмотренно-
го на окончательную обработку, с учетом глубины дефектного слоя и
высоты треугольных заострений на наружной части оребрeнной
структуры.